- Pasiūlymas
- Santechninės sistemos KAN-therm
- Naujiena! System KAN-therm ultraLINE
- System KAN-therm ultraPRESS
- System KAN-therm PP
- System KAN-therm Steel
- System KAN-therm Inox
- System KAN-therm Steel Sprinkler
- System KAN-therm Inox Sprinkler
- System KAN-therm Surface heating
- System KAN-therm Groove
- System KAN-therm Copper
- System KAN-therm Tacker
- System KAN-therm Profil
- System KAN-therm Rail
- System KAN-therm TBS
- System KAN-therm Football
- Kolektoriai KAN-therm InoxFlow
- KAN-therm Slim & Slim+ spintelės
- Pasiūlymas
- Sistemų rūšys
- Investments calculator
- Automatika KAN-therm
- Skaičiuoklės
- Santechninės sistemos KAN-therm
- Atsisiųsti
- Kokybės garantija
- Realizacijos
- Apie mus
- Kontaktai
- Paspauskite kalbos pasirinkimui Lithuanian / Lietuvos







Jungimo technika
Sistemos KAN-therm Steel pagrindą sudaro presuojamų sujungimų „ultraPRESS“ atlikimo metodas, kurio metu yra naudojamas „M“ profilio žnyplės. Šis metodas leidžia:
-
gauti triplokštuminį poveikį žiedui O-Ring, užtikrinantį atitinamą jo deformaciją ir prispaudimą prie vamzdžio,
-
prispausti jungties kraštą prie vamzdžio paviršiaus ir visiškai uždaryti erdvę, kurioje yra žiedas O-Ring, kas apsaugo nuo nešvarumų patekimo į jungties vidų ir yra papildoma sandarinimo vietos apsauga bei sujungimo vietos sustiprinimas,
-
kontroliuoti sandarinimo vietą - tai užtikrina O-Ring lizdas prie jungties krašto.

1. Vamzdžiai turi būti pjaunami vamzdžių pjovimo įrankiu ir jų galai privalo turėti statmeną ašiai pjūvį. Leidžiama naudoti kitus įrankius - pvz. rankinį arba elektrinį pjūklą, skirtą pjauti anglinį plieną, jei pjaunamų vamzdžių galai bus statmeni ir nebus pažeisti pjaunamų vamzdžių kraštai. Draudžiama nulaužti įpjautus vamzdžių galus. Pjovimui negalima naudoti degiklių ir pjovimo diskų. Nustatant, koks vamzdžio ilgis turi būti nupjautas, negalima pamiršti įkišamo į jungtį vamzdžio galo ilgio.


2. Naudojant rankinį arba elektrinį drožtuką (didesnio skersmens atveju pusiau apvalią dildę plienui), reikia išlyginti vidinį ir išorinį nupjauto vamzdžio kraštą ir pašalinti visus įmanomus nelygumus, galinčius pažeisti O-Ring montavimo metu. Taip pat reikia pašalinti visas ant vamzdžio ir jo viduje esančias drožles, kurios gali padidinti taškinės korozijos riziką.


3. Siekiant išsaugoti tinkamą sujungimo patvarumą, reikia užtikrinti tinkamą vamzdžio įkišimo į jungtį gylį. Ant vamzdžio (arba nipelinės jungties) žymekliu pažymėti reikalingą atstumą. Sujungus elementus, žymė turi būti matoma prie pat jungties krašto.

4. Prieš montavimą reikia įdėmiai apžiūrėti, ar O-Ring tarpinė yra tinkama ir nepažeista. Taip pat patikrinti, ar ant vamzdyje bei jungtyje nėra drožlių ar kitų nešvarumų, kurie sujungimo metu gali pažeisti tarpinę. Įsitikinti, kad atstumas tarp šalia esančių jungčių nėra mažesnis, negu leistinas.

5. Prieš presuojant sujungimą, reikia įkišti vamzdį į jungtį iki nurodytos žymės (leidžiama atlikti lengvus sukamuosius judesius). Norint palengvinti vamzdžio slydimą, draudžiama naudoti bet kokius aliejus, alyvas ar tepalus (leidžiama naudoti vandenį arba muilo tirpalą – rekomenduojama atliekant slėgio bandymą oru). Jei vienu metu būtų montuojama daug sujungimų (įkišant vamzdžius į jungtis), tai prieš kiekvieną suspaudimo operaciją būtina patikrinti, ar pažymėtas vamzdžio įkišimo gylis yra teisingas.

6. Prieš pradedant presavimo procesą, reikia patikrinti, ar įrankiai veikia teisingai. Rekomenduojama naudoti sistemos KAN-therm presavimo įrankį ir žnyples. Žnyplių skersmuo turi atitikti presuojamo sujungimo skersmenį. Presavimo žnyplės turi apimti jungtį taip, kad jų profiliuotas elementas tiksliai apkabintų žiedo O-Ring patalpinimo vietą (išgaubtą jungties vietą). Įjungus presą, presavimo procesas vyksta automatiškai ir negali būti sustabdytas. Jei dėl kažkokios priežasties presavimo procesas bus pertrauktas, sujungimo vietą reikia demontuoti (išpjauti) ir visą procedūrą pakartoti.

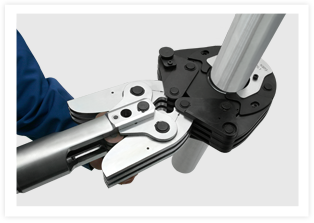
6.1. Presuojant trijų didžiausių skersmenų vamzdžius (64; 76,1; 88,9; 108) yra naudojami specialios keturgubos žnyplės ir „Klauke“ arba „Novopress“ presavimo įrankiai. Išėmus iš įpakavimo, žnyples reikia išskleisti, ištraukiant fiksavimo įvorę.

6.2. Išskleistas žnyples uždėti ant jungties. Žnyplėse yra specialus griovelis, kurį reikia pritaikyti jungties flanšui. Pastaba: Lentelė su nurodytu žnyplių dydžiu (matosi paveikslėlyje) visada turi būti vamzdžio pusėje.

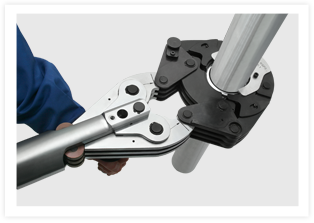
6.3. Teisingai uždėjus žnyples ant jungties, reikia jas uždaryti, maksimaliai įspaudžiant įvorę. Taip paruoštos žnyplės gali būti prijungtos prie presavimo įrankio.

6.4. Žnyplės turi būti prijungtos prie presavimo įrankio taip, kaip yra parodyta paveikslėlyje. Besąlygiškai reikia užtikrinti, kad spaudžiantys įrengimo elementai būtų iki galo įstumti į specialias vietas žnyplėse. Maksimalaus įkišimo vietos yra pažymėtos ant įrengimo elementų. Taip paruoštas presavimo įrankis gali būti įjungtas, ir galima pradėti presavimo procesą.
6.5. Įjungus presą, presavimo procesas vyksta automatiškai ir negali būti sustabdytas. Jei dėl kažkokios priežasties presavimo procesas bus pertrauktas, sujungimo vietą reikia demontuoti (išpjauti) ir visą procedūrą pakartoti. Baigus presavimą presas pats grįš į pradinę padėtį. Tuomet reikia išimti presavimo įrankio elementus iš žnyplių. Kad galima būtų nuimti žnyples nuo jungties, reikia ištraukti įvorę ir išskleisti žnyples. Nenaudojamos žnyplės turi būti laikomos uždarytos.