





















- Pasiūlymas
- Santechninės sistemos KAN-therm
- Naujiena! System KAN-therm ultraLINE
- System KAN-therm ultraPRESS
- System KAN-therm PP
- System KAN-therm Steel
- System KAN-therm Inox
- System KAN-therm Steel Sprinkler
- System KAN-therm Inox Sprinkler
- System KAN-therm Surface heating
- System KAN-therm Groove
- System KAN-therm Copper
- System KAN-therm Tacker
- System KAN-therm Profil
- System KAN-therm Rail
- System KAN-therm TBS
- System KAN-therm Football
- Kolektoriai KAN-therm InoxFlow
- KAN-therm Slim & Slim+ spintelės
- Pasiūlymas
- Sistemų rūšys
- Investments calculator
- Automatika KAN-therm
- Skaičiuoklės
- Santechninės sistemos KAN-therm
- Atsisiųsti
- Kokybės garantija
- Realizacijos
- Apie mus
- Kontaktai
- Paspauskite kalbos pasirinkimui Lithuanian / Lietuvos








1. Vamzdžio pjovimas

2. Vamzdžio kraštų nusklembimas

3. Kontrolė

4. Vamzdžio ir jungiamosios detalės tvirtinimas

5. Vamzdžio įkišimo į jungiamąją detalę gylio žymėjimas


7. 42–108 mm skersmens jungčių suspaudimas Spaustuvų paruošimas
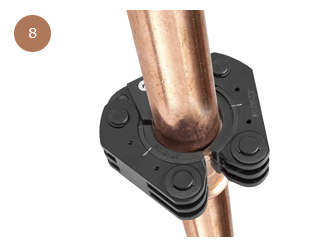
8. Kai spaustuvai tinkamai uždėti ant jungties, jie paruošti prijungti prie sukimo įrankio.

9. Sukimo įrankio prijungimas prie spaustuvų

10. Suspaudimas
Sujungimo technologija
System KAN-therm Copper montavimas pagrįstas suspaudimo sujungimo būdu naudojant M fiksavimo profilį. Leidžia orui:
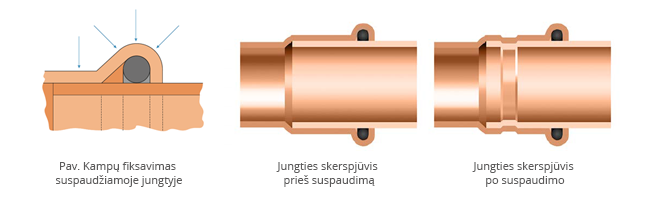
- Prispausti sandarinimo žiedą trijuose taškuose užtikrinant, kad jis bus tinkamai deformuotas ir prilips prie vamzdžio paviršiaus
- Visiškai uždaryti erdvę, kurioje pritvirtintas sandarinimo žiedas, jungiamosios detalės kraštą spaudžiant prie vamzdžio paviršiaus. Tai apsaugo nuo purvo patekimo į jungties vidų, suteikia natūralią mechaninę sandariklio apsaugą ir mechaniškai sustiprina jungtį.
- Reikia patikrinti sandariklio būklę, nes sandarinimo žiedas pritvirtintas šalia jungiamosios detalės krašto.
Jungčių montavimas
1. Vamzdžio pjovimas
Pjaukite vamzdį statmenai jo ašies diskiniu pjūklu (pjauti reikia iki galo nenulaužiant pjaunamos vamzdžio dalies). Galima naudoti kitus įrankius, tačiau tik jei pjaunama statmenai ir jei pjovimo kraštai nėra pažeidžiami juos nulaužiant, netenkant medžiagos ir kitaip nedeformuojamas vamzdžio skerspjūvis. Negalima naudoti įrankių, kurie generuoja daug šilumos, pvz., litavimo lempų, kampinių šlifuoklių ir t. t.
2. Vamzdžio kraštų nusklembimas
Naudodami rankinę nusklembimo frezą (76.1–108 mm skersmeniui – pusiau apvalią dildę) nusklembkite nupjauto vamzdžio galą iš vidaus ir iš išorės ir pašalinkite visas smulkias drožles, kurios gali pažeisti sandarinimo žiedą montavimo metu.
3. Kontrolė
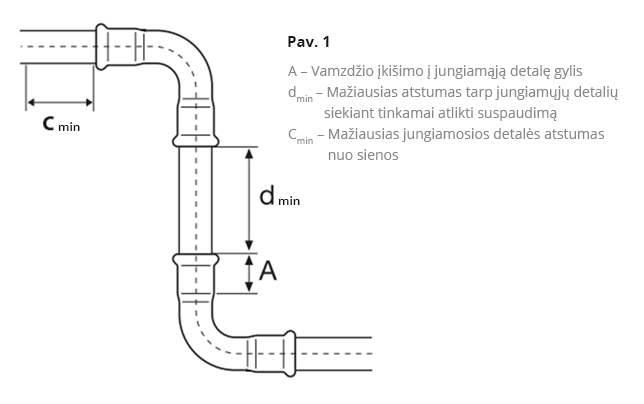
Prieš montavimą reikia patikrinti, ar sandarinimo žiedai nepažeidė jungiamosios detalės ir ar nėra nešvarumų (smulkių drožlių ir kitų aštrių objektų), kurie gali pažeisti sandarinimo žiedus įkišant vamzdį. Taip pat reikia užtikrinti, kad atstumas tarp gretimų jungiamųjų detalių būtų nemažesnis nei leidžiama dmin vertė.
4. Vamzdžio ir jungiamosios detalės tvirtinimas
Prieš suspaudžiant, vamzdis į movą turi būti įkištas ašine kryptimi į nurodytą gylį (galima šiek tiek pasukti). Draudžiama naudoti alyvą, tepalą ir riebalus, kurie palengvintų vamzdžio įkišimą (vanduo ir vandeninio muilo tirpalai yra leidžiami, rekomenduojama slėgio bandymui suslėgtu oru).
5. Vamzdžio įkišimo į jungiamąją detalę gylio žymėjimas
Norint, kad jungtis būtų tinkamo stiprumo, reikia išlaikyti tinkamą vamzdžio įkišimo į jungiamąją detalę gylį A. Tiek, kiek eina įkišti, įkišę vamzdį į jungiamąją detalę, žymekliu pažymėkite reikiamą vamzdžio (arba jungiamosios detalės su tuščiu galu) įkišimo gylį. Suspaudus, žymėjimas turi būti matomas šalia jungiamosios dalies krašto. Siekiant nustatyti įkišimo gylį, taip pat galima naudoti specialius šablonus, tada nereikia derinti jungiamosios detalės. Jei vienu metu montuojamos kelias jungtys (vamzdžių įkišimo į jungiamąsias detales principu), prieš suspaudžiant kiekvieną tolesnę jungtį, reikia patikrinti įkišimo gylį patikrinant ant vamzdžio žymekliu pažymėtus žymėjimus
6. Jungčių suspaudimas
Prieš pradėdami suspaudimo procesą, patikrinkite įrankių efektyvumą. Rekomenduojama naudoti su System KAN-therm Copper tiekiamus sukimo įrankius ir spaustuvus.
Visada pasirinkite tinkamą spaustuvo dydį pagal jungties skersmenį. Spaustuvai ant jungiamosios detalės turi būti uždėti tokiu būdu, kad spaustuvo griovelis visiškai sutaptų su sandarinimo žiedo jungiamojoje detalėje vieta (išgaubta jungiamosios detalės dalis). Kai sukimo įrankis paleidžiamas, suspaudimo procesas yra automatinis ir jo negalima sustabdyti. Jei dėl kokios nors priežasties procesas yra pertraukiamas, jungtį reikia išardyti (nupjauti) ir padaryti naują tinkamu būdu. Jei montuotojas naudoja sukimo įrankius ir spaustuvus, kuriuos tiekia ne System KAN-therm Copper, dėl jų tinkamumo reikia pasitarti su KAN-therm įmone.
7. 42–108 mm skersmens jungčių suspaudimas Spaustuvų paruošimas
Didesniems skersmenims (42 mm, 54 mm, 66.7 mm, 76.1 mm, 88.9 mm, 108 mm) reikia naudoti specialius keturių dalių suspaudimo spaustuvus. Atlenktą spaustuvą reikia uždėti ant jungiamosios detalės. Spaustuvuose yra specialus griovelis, kuriame turi tilpti jungiamosios detalės išsikišimas (sandarinimo žiedo tarpiklio vieta).
8. Kai spaustuvai tinkamai uždėti ant jungties, jie paruošti prijungti prie sukimo įrankio.
9. Sukimo įrankio prijungimas prie spaustuvų
Sukimo įrankis su pritvirtintu tinkamu adapteriu turi būti prijungtas prie spaustuvų. Labai svarbu užtikrinti, kad sukimo įrankis prijungtas prie spaustuvų pagal kartu su įrankiu pateiktą instrukciją. Sukimo įrankis, prijungtas prie spaustuvo, gali būti įjungtas, kad visiškai suspaustų jungtį.
10. Suspaudimas
Kai sukimo įrankis įjungiamas, suspaudimo proceso negalima sustabdyti. Jei dėl kokios nors priežasties procesas yra pertraukiamas, jungtį reikia išardyti (nupjauti) ir padaryti naują tinkamu būdu. Po suspaudimo sukimo įrankis automatiškai grįžta į pradinę padėtį. Tada sukimo įrankio (adapterio) rankenas reikia ištraukti iš spaustuvų. Norint nuimti spaustuvus nuo jungiamosios detalės, juos reikia atfiksuoti (jei 42–108 skersmens) ir išrinkti. Spaustuvus reikia laikyti lagaminėlyje užrakintus.
Montavimo atstumai
Variniai vamzdžiai, patvirtinti naudoti su System KAN-therm Copper.
| Ø [mm] | A [mm] | dmin [mm] |
| 12 | 17 | 10 |
| 15 | 20 | 10 |
| 18 | 20 | 10 |
| 18 | 20 | 10 |
| 22 | 21 | 10 |
| 28 | 23 | 10 |
| 35 | 26 | 10 |
| 42 | 30 | 20 |
| 54 | 35 | 20 |
| 66,7 | 50 | 30 |
| 76,1 | 50 | 55 |
| 88,9 | 64 | 65 |
| 108 | 64 | 80 |